SERVICE
事業案内
■射出成形スパイラルフロー(熱可塑性樹脂)
スパイラルフローによる射出流動長測定
一定の条件のもとで射出成形を行ったときの樹脂流動長を測定します。
使用する金型は、中心部に樹脂注入口を設け、そこを起点として溝間隔が一定となるアルキメデス螺旋の渦巻き曲線溝が設けられたものです。
【得られる情報】
・樹脂流動長の成形温度依存性,射出速度依存性,射出圧力依存性の計測
【主な仕様】
・成形機:射出成形機
・スパイラル形状:巾幅 5 mm、厚み 3 mm、最大流動長 750 mm
【測定例】
汎用樹脂について樹脂流動長の射出速度と圧力への依存性を評価した結果を図2以降に示しました。
(図1に試験片外観)

図1 GPPS樹脂のスパイラルフロー試験片の外観
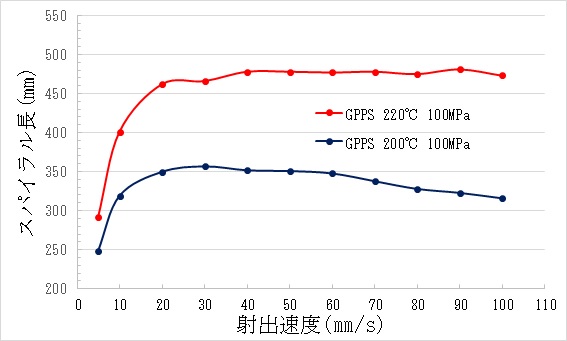
図2 GPPS樹脂の成型温度によるスパイラル長のせん断速度依存性
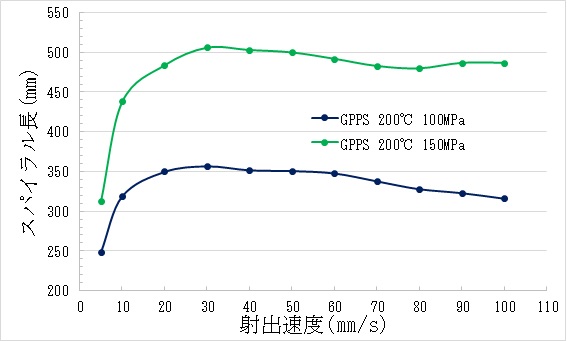
図3 GPPS樹脂の射出圧力によるスパイラル長のせん断速度依存性
射出速度20 mm/sまではスパイラル長は大きくなりますが、それ以降になるとほぼ横ばいか若干低下します。
成形温度、射出圧力が高い方が、スパイラル長は大きくなります。
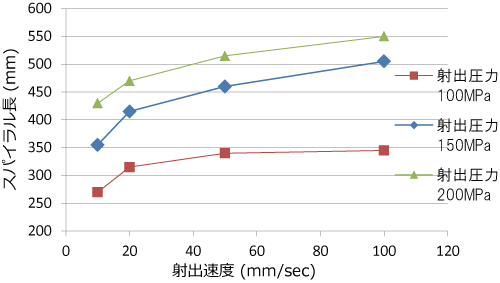
図4 流動性違いPMMA樹脂の射出圧力100 MPaによるスパイラル長のせん断速度依存性
(PSジャパン(株)製 PMMA MF001 MFR=14 g/10 min(230℃), PMMA VH001 MFR=2 g/10 min(230℃))
射出速度に関しては、20 mm/sからスパイラル長はほぼ横ばいか低下傾向にあります。
樹脂の流動性が高い方がよりスパイラル長が増加する傾向となります。